
Abbiamo visto come con le Proiezioni Ortogonali, riusciamo a rappresentare un oggetto attraverso la sua scomposizione in tre proiezioni da altrettanti punti di vista e di come tale tecnica serva principalmente a descrivere metricamente un oggetto. Abbiamo poi visto come con le Assonometrie riusciamo a dare una rappresentazione tridimensionale rapida e intuitiva dell’oggetto e di come esistano differenti tipi di visualizzazione a seconda di come posizioniamo gli assi di riferimento.
Esiste un’altra tecnica grafica per la rappresentazione dei disegni geometrici che prende il nome di Prospettiva. La prospettiva, altro non è che un artificio geometrico che consente di rappresentare su una superficie piana un oggetto così come appare all’occhio umano. Quindi, tra le tecniche di rappresentazione è quella che consente una visualizzazione degli oggetti più vicina alla realtà.
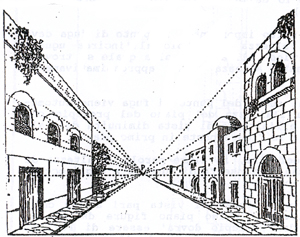 I primi esempi dell’uso della prospettiva compaiono nell’arte figurativa romana in modo embrionale, privo di regole e codifiche precise. Si parla più che altro di un tentativo di rappresentazione prospettica basata sulla sensibilità e sull’intuito dell’artista. Una vera e propria rivoluzione della tecnica la si ebbe nel quattordicesimo secolo ad opera dell’artista e architetto Filippo Brunelleschi (1377 – 1446). Con la sua grande maestria e la conoscenza approfondita del disegno tecnico, l’architetto fiorentino adotta per la prima volta il sistema di rappresentazione prospettica a un unico punto di fuga, per cui ne è anche l’inventore. La diffusione di questa tecnica fu rapida e accolta ben volentieri, perché in un’epoca di rinnovamento come il Rinascimento anche le novità nel disegno rappresentavano una svolta in quella direzione.
I primi esempi dell’uso della prospettiva compaiono nell’arte figurativa romana in modo embrionale, privo di regole e codifiche precise. Si parla più che altro di un tentativo di rappresentazione prospettica basata sulla sensibilità e sull’intuito dell’artista. Una vera e propria rivoluzione della tecnica la si ebbe nel quattordicesimo secolo ad opera dell’artista e architetto Filippo Brunelleschi (1377 – 1446). Con la sua grande maestria e la conoscenza approfondita del disegno tecnico, l’architetto fiorentino adotta per la prima volta il sistema di rappresentazione prospettica a un unico punto di fuga, per cui ne è anche l’inventore. La diffusione di questa tecnica fu rapida e accolta ben volentieri, perché in un’epoca di rinnovamento come il Rinascimento anche le novità nel disegno rappresentavano una svolta in quella direzione.
 Brunelleschi basò il suo approccio sugli studi di Euclide della percezione visiva, ossia dei raggi luminosi che dall’oggetto si dirigono verso l’osservatore convergendo verso il centro dell’occhio sul piano della retina. Nella teoria formulata da Brunelleschi i raggi proiettanti sono rette che toccano i vertici degli oggetti che si devono rappresentare, il centro di proiezione è il punto di vista e la retina è il piano di rappresentazione.
Brunelleschi basò il suo approccio sugli studi di Euclide della percezione visiva, ossia dei raggi luminosi che dall’oggetto si dirigono verso l’osservatore convergendo verso il centro dell’occhio sul piano della retina. Nella teoria formulata da Brunelleschi i raggi proiettanti sono rette che toccano i vertici degli oggetti che si devono rappresentare, il centro di proiezione è il punto di vista e la retina è il piano di rappresentazione.
Il procedimento geometrico teorizzato da Brunelleschi fu completato e regolamentato da Piero della Francesca, verso la metà 1400. Egli scrisse il trattato “De prospectiva pingendi” che costituisce il primo studio organico della prospettiva con la formulazione di un preciso sistema di leggi e procedimenti matematici.
Dal rinascimento in poi la prospettiva sarà sempre più legata alle ricerca matematica, realizzando un passaggio dalla prospettiva rinascimentale di tipo centrale, a rappresentazioni su di un piano con modalità diverse (accidentale e obliqua). Questa parte della geometria prenderà il nome di Geometria Descrittiva.
 TORNA ALL’INDICE
TORNA ALL’INDICE
 La prospettiva consente, quindi, di vedere gli oggetti esattamente come li percepisce l’occhio umano. Immaginiamo, quindi, di guardare un oggetto senza muovere la testa e contemporaneamente con tutti e due gli occhi (visione binoculare). Possiamo definire un cono visivo che partendo dall’occhio dell’osservatore includa tutto l’oggetto da osservare. Questo dipende ovviamente dalla dimensione dell’oggetto e dalla distanza dell’osservatore da questo. Dall’esperienza condotta scientificamente, si è dimostrato che l’angolo migliore di apertura del cono visivo deve essere compreso tra i 30° e i 40°. Coni ottici con apertura maggiore generano aberrazioni ottiche simili a quelle che i fotografi ottengono usando un grandangolare come obiettivo per la loro macchina fotografica.
La prospettiva consente, quindi, di vedere gli oggetti esattamente come li percepisce l’occhio umano. Immaginiamo, quindi, di guardare un oggetto senza muovere la testa e contemporaneamente con tutti e due gli occhi (visione binoculare). Possiamo definire un cono visivo che partendo dall’occhio dell’osservatore includa tutto l’oggetto da osservare. Questo dipende ovviamente dalla dimensione dell’oggetto e dalla distanza dell’osservatore da questo. Dall’esperienza condotta scientificamente, si è dimostrato che l’angolo migliore di apertura del cono visivo deve essere compreso tra i 30° e i 40°. Coni ottici con apertura maggiore generano aberrazioni ottiche simili a quelle che i fotografi ottengono usando un grandangolare come obiettivo per la loro macchina fotografica.
L’altro fattore fondamentale per una buona riuscita della prospettiva è la scelta del punto di vista. E’ facile intuire come sia possibile guardare un oggetto in infiniti modi e di come questo dipenda da tre parametri fondamentali: posizione dell’osservatore, distanza tra l’osservatore e l’oggetto e l’altezza del punto di vista. Ad esempio, nella prospettiva accidentale, l’asse visuale va collocato in corrispondenza della parte dell’oggetto che si vuole evidenziare (ad esempio un lato dell’oggetto piuttosto che un altro).
Per capire come ciò avviene, è necessario definire alcuni elementi base della tecnica prospettica. In pratica si tratta di osservare un oggetto e quindi di definire un osservatore (noi), scegliere l’oggetto da rappresentare, e immaginare di frapporre tra noi e l’oggetto un piano virtuale verticale, come una lastra di vetro trasparente, che rappresenta il piano sul quale disegneremo il nostro oggetto in prospettiva.
Vediamo quali sono gli elementi base della prospettiva:
 |
OSSERVATORE – siamo noi, cioè coloro che osservano l’oggetto da una posizione ben precisa |
 |
OGGETTO – qualunque cosa vogliamo rappresentare in prospettiva; viene definita anche figura obiettiva |
 |
PIANO DI TERRA (PT) – è il piano orizzontale sul quale è collocato l’osservatore. Rappresenta in parole povere il pavimento sotto i nostri piedi. Si indica con le lettere P e T maiuscole |
 |
QUADRO PROSPETTICO (Q) – rappresenta il piano verticale interposto tra l’osservatore e la figura obiettiva; possiamo immaginarlo come una lastra di vetro posta verticalmente tra noi e l’oggetto che vogliamo rappresentare. Si indica con la lettera Q maiuscola |
 |
LINEA DI TERRA (LT) – rappresenta la linea di intersezione tra il piano di terra PT dove è poggiato l’osservatore e il piano di quadro prospettico Q. Si indica con le lettere L e T maiuscole |
 |
PUNTO DI VISTA (PV) – rappresenta il punto dal quale guardiamo l’oggetto; quindi sono i nostri occhi. Si indica con le lettere P e V maiuscole |
 |
PUNTO DI STAZIONE (PS) – rappresenta il punto esatto sul piano di terra PT dove si trova l’osservatore. Quindi il punto nel quale poggiamo i nostri piedi. Si indica con le lettere P e S maiuscole |
 |
ALTEZZA (h) – rappresenta la distanza tra il punto di vista dell’osservatore PV e il punto di stazione PS dell’osservatore stesso. Si indica con la lettera h minuscola |
 |
RAGGI VISUALI – rappresentano tutte le rette virtuali che collegano il punto di vista, ossia l’occhio dell’osservatore, con tutti gli spigoli dell’oggetto da rappresentare |
 |
PUNTO PRINCIPALE (PP) – rappresenta il punto in cui l’asse visivo ortogonale che parte dall’occhio dell’osservatore, incontra il quadro prospettico Q. Si indica con le lettere PP maiuscole |
 |
LINEA DI ORIZZONTE (LO) – rappresenta la linea di intersezione tra il piano orizzontale parallelo al piano di terra passante per l’occhio dell’osservatore (PV). e il quadro prospettico Q. La linea di orizzonte varia al variare dell’altezza dell’osservatore. Si indica con le lettere L e O maiuscole |
 |
PUNTO DI DISTANZA (PD) – rappresenta la distanza del punto di vista PV dal piano di quadro Q. Serve a facilitare le rappresentazioni grafiche e si riporta a destra o a sinistra del Punto Principale PP sulla Linea di Orizzonte LO. Si indica con le lettere P e D maiuscole |
TORNA ALL’INDICE
In molti casi, la realizzazione di una prospettiva corretta, richiede la preparazione di un disegno che rappresenti in vista dall’alto (pianta) l’oggetto da rappresentare e sul quale siano note e indicate le dimensioni dell’oggetto stesso. Questo disegno prende il nome di figura preparatoria. La realizzazione di questa figura, su foglio a parte o su un angolo dello stesso foglio, permette di realizzare una prospettiva in modo più semplice e diretto, e in molti casi anche in scala diversa generalmente più grande. Per cui, la figura preparatoria, rappresenta in molti casi un grande vantaggio nella realizzazione della prospettiva.
Prospettiva con figura preparatoria di un Triangolo Equilatero
Sulla base delle teorizzazioni sviluppate da allora, possiamo dire che esistono tre tipi di rappresentazione prospettica che variano in base alla posizione che l’oggetto assume rispetto a un piano di proiezione detto quadro. Per cui avremo:
- prospettiva centrale o frontale; l’oggetto da disegnare è parallelo al piano di proiezione. Tutte le linee di profondità (lunghezza) convergono nello stesso punto (punto di fuga proprio), le linee parallele al quadro (larghezza) restano parallele, le rette verticali (altezza) restano verticali;
- prospettiva accidentale o d’angolo; l’oggetto rappresentato è ruotato rispetto al quadro e nessuno dei suoi lati è a questo parallelo, vi sono così due punti di fuga in cui convergo le linee orizzontali (larghezza e lunghezza), ma le rette verticali (altezza) restano verticali;
- prospettiva obliqua o razionale o a quadro inclinato; l’oggetto rappresentato è ruotato rispetto al quadro di proiezione anche verticalmente, vi sono così tre punti di fuga, due per le linee orizzontali (larghezza e lunghezza) ed uno per quelle verticali (altezza).
TORNA ALL’INDICE
PROSPETTIVA CENTRALE O FRONTALE
|
 Come detto precedentemente, nella prospettiva centrale, la posizione del piano di quadro Q è sempre parallela a un lato della figura o a un lato del quadrato o rettangolo che la contiene. Le rette parallele al quadro restano parallele anche in prospettiva e le rette verticali restano tali anche in prospettiva.
Come detto precedentemente, nella prospettiva centrale, la posizione del piano di quadro Q è sempre parallela a un lato della figura o a un lato del quadrato o rettangolo che la contiene. Le rette parallele al quadro restano parallele anche in prospettiva e le rette verticali restano tali anche in prospettiva.
L’operazione preliminare per la prospettiva centrale, è la definizione in proiezione ortogonale delle dimensioni della figura. Bisogna quindi disegnare una figura preparatoria che prevede i seguenti passaggi:
disegnare la pianta della figura da rappresentare in prospettiva della quale, ovviamente, bisogna conoscere le dimensioni corrette;
costruire il piano di quadro (Q) in posizione parallela ad uno dei lati della figura;
si posiziona il punto di vista (PV) a una distanza tale che la figura rientri completamente nel cono visivo (normalmente una visuale con angolo di apertura non superiore ai 35° e in una posizione tale che l’asse visivo passi all’interno della figura, nel suo centro o vicino a questo;
si ribalta il punto di vista PV sulla linea di orizzonte LO individuando il punto di distanza PD;
si ribaltano i punti utili alla definizione della prospettiva sul lato opposto a PD tracciando delle rette inclinate a 45°.
Nella prospettiva centrale si possono utilizzare diversi metodi per ottenere l’immagine desiderata. Quelli più utilizzati sono:
Il metodo dei raggi visuali;
Il metodo del prolungamento dei lati;
Il metodo dei punti di distanza;
Il sistema del ribaltamento.
TORNA ALL’INDICE
PROSPETTIVA ACCIDENTALE O D’ANGOLO
|
 Nella prospettiva accidentale,come detto, il piano di quadro Q non è parallelo ai lati dell’oggetto da rappresentare. La disposizione del piano dipende dall’effetto prospettico che si vuole ottenere. Una buona prospettiva si ottiene disponendo il quadro, nella figura preparatoria, con inclinazioni di 30° o 60° rispetto ai lati del rettangolo che contiene l’oggetto. E’ importante che l’angolo minore stia dal lato più importante della costruzione, cioè quello che vogliamo mettere in evidenza nella rappresentazione.
Nella prospettiva accidentale,come detto, il piano di quadro Q non è parallelo ai lati dell’oggetto da rappresentare. La disposizione del piano dipende dall’effetto prospettico che si vuole ottenere. Una buona prospettiva si ottiene disponendo il quadro, nella figura preparatoria, con inclinazioni di 30° o 60° rispetto ai lati del rettangolo che contiene l’oggetto. E’ importante che l’angolo minore stia dal lato più importante della costruzione, cioè quello che vogliamo mettere in evidenza nella rappresentazione.
La scelta del punto di vista è importantissima per una buona riuscita del disegno. Anche in questo caso la sua posizione è arbitraria ma è consigliabile posizionare PV a una distanza tale che l’angolo formato tra i raggi visuali r’ ed r” (i raggi che da PV vengono diretti verso gli estremi della figura rappresentata in pianta), sia minore di 45°. In questo modo, i raggi visuali staranno all’interno del cono ottico e quindi l’immagine risultante sarà percettivamente corretta, quindi senza aberrazioni ottiche.
Nella prospettiva accidentale si possono utilizzare diversi metodi per ottenere l’immagine desiderata. Quelli più utilizzati sono:
Il metodo dei raggi visuali;
Il metodo dei punti di distanza;
Il metodo dei punti di fuga e delle perpendicolari al quadro;
Il metodo dei punti misuratori.
TORNA ALL’INDICE
In questo caso, pure il Piano di Quadro Q è inclinato rispetto all’oggetto per cui anche le facce verticali dell’oggetto avranno un punto di fuga. Possiamo scegliere se il Piano di Quadro debba essere inclinato verso l’oggetto o verso l’osservatore.
La prospettiva che si ottiene si chiamerà di conseguenza, prospettiva razionale dall’alto o prospettiva razionale dal basso. Questa prospettiva presenta maggiori difficoltà esecutive in confronto ai casi precedenti, per cui è raramente utilizzata. Inoltre il quadro può essere esterno, tangente o secante l’oggetto da rappresentare. Nel caso in cui sia secante, il quadro funge anche da Piano di Sezione come avviene negli spaccati prospettici.
Altro parametro da modificare che ci consente di ottenere differenti visualizzazioni dell’oggetto, è la quota del punto di vista PD rispetto all’oggetto da rappresentare. Quindi, potremo avere differenti visualizzazioni:
dal sotto in su, quando il punto di vista ha quota negativa, ossia quando viene posto più in basso della Linea di terra LT;
dal basso, quando il punto di vista è molto vicino alla Linea di terra LT fino a giacere su di essa. Avremo una prospettiva a raso terra, nella quale di conseguenza la linea di orizzonte coincide con la linea di terra;
ad altezza uomo, quando il punto di vista viene disposto a una quota variabile fra i 150 e 170 centimetri da terra. Questa rappresentazione ci consente di vedere gli oggetti come ci appaiono normalmente;
dall’alto, quando il punto di vista è situato a un’altezza maggiore di quella degli oggetti da rappresentare, così come avviene nelle viste dette a volo d’uccello.
TORNA ALL’INDICE
Creare o dividere segmenti in parti uguali in prospettiva, soprattutto in quella centrale può essere lungo e tedioso. Però, si può utilizzare uno stratagemma, chiamato metodo della X, per creare segmenti equidistanti o dividere segmenti in parti uguali. Vediamo come fare.
Immaginiamo di aver già fissato la LT e la LO e di aver individuato su LO il punto di fuga PV.
Tracciamo da un punto su LT una retta 1 e fughiamo su PV il suo punto base e la sua altezza.
Ad una certa distanza tracciamo un’altra retta verticale parallela a 1 che chiameremo retta 2.
Tracciamo adesso le diagonali tra i punti base delle due rette e le loro altezze; si disegnerà così una X (ecco da dove il nome di metodo della X).
Chiamiamo A il punto di intersezione tra le due diagonali e fughiamolo su PV.
Ora uniamo l’altezza della retta 1 con il punto medio sulla retta 2.
Dall’intersezione di questa retta con la fuga del punto di base della retta 1 individueremo il punto 3, base della retta 3 parallela alle due precedenti.
Allo stesso modo, dall’altezza della retta 2, tracciamo un segmento che interseca la retta 3 nel suo punto medio fino all’intersezione con la fuga del punto base della retta 1 che, individuerà un punto 4.
Da questo punto tracceremo la retta 4 parallela alle precedenti.
Procedendo analogamente, definiremo una serie di linee parallele, equidistanti, rappresentate in proiezione prospettica (vedi l’animazione sopra).
TORNA ALL’INDICE
IL METODO DEI PUNTI DI DISTANZA
|
Dobbiamo ad un altro grande architetto del passato, Leon Battista Alberti, la costruzione abbreviata in prospettiva che usa i cosiddetti punti di distanza, ossia rette inclinate a 45° rispetto al piano di quadro (Q) ottenute ribaltando sulla linea di orizzonte LO, la distanza del punto di vista PV dal quadro. L’uso dei punti di distanza, facilita moltissimo la costruzione delle figure in prospettiva centrale. Infatti, ogni punto può essere individuato dall’intersezione di una linea passante per il punto perpendicolare al quadro (che in prospettiva concorre al punto principale PP) con una linea, passante per il punto, inclinata di 45° rispetto al quadro (che in prospettiva concorre a un punto di distanza PD). In genere è sufficiente l’uso di un solo punto di distanza.
TORNA ALL’INDICE
MAPPA CONCETTUALE DELL’ARGOMENTO
|
 TORNA ALL’INDICE
TORNA ALL’INDICE




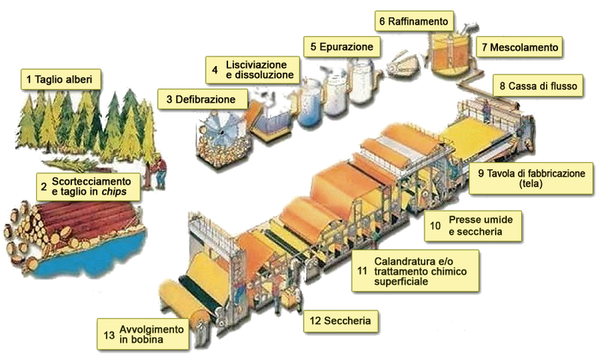
 Secondo la tradizione cinese, la carta fu inventata nel 105 d.C. dal marchese Ts’ai Lun. Scoperte archeologiche recenti hanno però dimostrato che già era usata in Cina a partire dal II sec. a. C. Nei tempi più antichi, i Cinesi scrivevano su canne di bambù e su seta. Proprio alla seta si deve la fabbricazione della carta. Non a caso, l’ideogramma cinese che rappresenta la carta, secondo un antico dizionario che risale al 100 d.C., rappresenta proprio un filo di seta intrecciata. In effetti la corteccia del gelso, la pianta sulla quale vivono i bachi da seta, sarà una delle prime materie usate per la fabbricazione della carta in Cina. Non a caso la parte interna della corteccia è chiamata libro. L’antica tecnica orientale di fabbricazione della carta è ancora oggi usata in Nepal. Il procedimento cinese prevede l’uso di componenti tessili mescolati a risorse locali (gelso, canapa, bambù, riso ecc..). La carta alla cinese si diffuse fuori dei confini dell’Impero, e intorno al X secolo d.C. raggiunse l’Asia centrale e l’Indocina; era anche meno costosa della seta. Nel III secolo d.C., grazie alla Corea, la carta si diffonde anche in Giappone. Dal IX secolo la produzione della carta diviene industria nazionale giapponese. E’ materiale così importante che finisce per avere anche un valore monetario. A partire dal XIX secolo i giapponesi chiamano la loro carta washi (che vuol dire “carta giapponese”), per distinguerla da quelle occidentali e cinesi, di composizione diversa. Fin dal VI secolo il Medio Oriente fa uso di carta, che importa dalla Cina e dai paesi dell’Estremo Oriente. Tuttavia il supporto più usato restava la pergamena. Nel 751 i musulmani conquistarono Samarcanda, facendo prigionieri alcuni cinesi fabbricanti di carta, che rivelarono ai conquistatori il segreto della fabbricazione. Proprio Samarcanda divenne il primo grande centro di produzione della carta.
Secondo la tradizione cinese, la carta fu inventata nel 105 d.C. dal marchese Ts’ai Lun. Scoperte archeologiche recenti hanno però dimostrato che già era usata in Cina a partire dal II sec. a. C. Nei tempi più antichi, i Cinesi scrivevano su canne di bambù e su seta. Proprio alla seta si deve la fabbricazione della carta. Non a caso, l’ideogramma cinese che rappresenta la carta, secondo un antico dizionario che risale al 100 d.C., rappresenta proprio un filo di seta intrecciata. In effetti la corteccia del gelso, la pianta sulla quale vivono i bachi da seta, sarà una delle prime materie usate per la fabbricazione della carta in Cina. Non a caso la parte interna della corteccia è chiamata libro. L’antica tecnica orientale di fabbricazione della carta è ancora oggi usata in Nepal. Il procedimento cinese prevede l’uso di componenti tessili mescolati a risorse locali (gelso, canapa, bambù, riso ecc..). La carta alla cinese si diffuse fuori dei confini dell’Impero, e intorno al X secolo d.C. raggiunse l’Asia centrale e l’Indocina; era anche meno costosa della seta. Nel III secolo d.C., grazie alla Corea, la carta si diffonde anche in Giappone. Dal IX secolo la produzione della carta diviene industria nazionale giapponese. E’ materiale così importante che finisce per avere anche un valore monetario. A partire dal XIX secolo i giapponesi chiamano la loro carta washi (che vuol dire “carta giapponese”), per distinguerla da quelle occidentali e cinesi, di composizione diversa. Fin dal VI secolo il Medio Oriente fa uso di carta, che importa dalla Cina e dai paesi dell’Estremo Oriente. Tuttavia il supporto più usato restava la pergamena. Nel 751 i musulmani conquistarono Samarcanda, facendo prigionieri alcuni cinesi fabbricanti di carta, che rivelarono ai conquistatori il segreto della fabbricazione. Proprio Samarcanda divenne il primo grande centro di produzione della carta.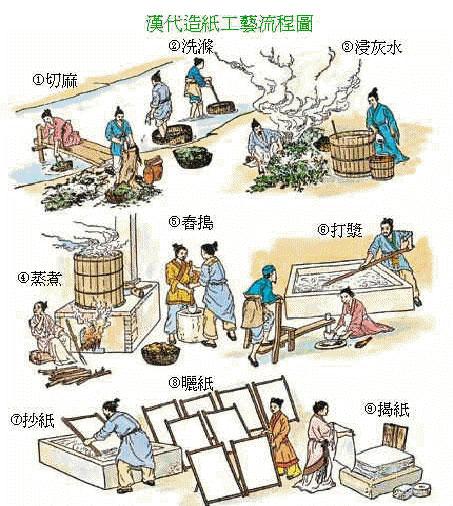
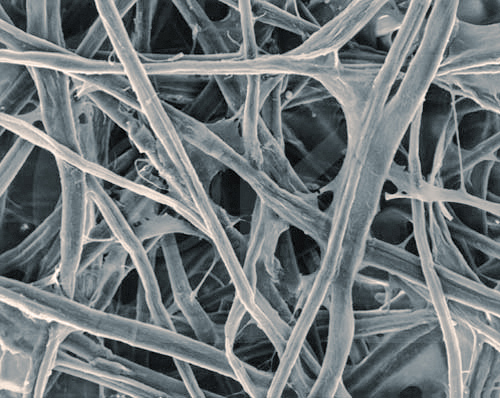 La maggior parte della carta comune di oggi è formata da una certa quantità di cellulosa ed emicellulosa che non sono altro che le fibre del legno, unite attraverso la lignina, una interfibra che tiene unite cellulosa ed emicellulosa. Ovviamente la carta oggi può essere prodotta anche attraverso la carta riciclata, opportunamente raccolta e lavorata. La diversa combinazione delle fibre, lunghe o corte, delignificate o contenenti ancora lignina, fa la differenza fra i diversi tipi di carte o cartoni che si otterranno. Non va dimenticata comunque l’importanza delle cariche minerali che, pur non concorrendo a conferire resistenza al foglio di carta, ne costituiscono sino al 50% in peso (carte patinate), conferendo alla carta maggior lucentezza, brillantezza e stampabilità.
La maggior parte della carta comune di oggi è formata da una certa quantità di cellulosa ed emicellulosa che non sono altro che le fibre del legno, unite attraverso la lignina, una interfibra che tiene unite cellulosa ed emicellulosa. Ovviamente la carta oggi può essere prodotta anche attraverso la carta riciclata, opportunamente raccolta e lavorata. La diversa combinazione delle fibre, lunghe o corte, delignificate o contenenti ancora lignina, fa la differenza fra i diversi tipi di carte o cartoni che si otterranno. Non va dimenticata comunque l’importanza delle cariche minerali che, pur non concorrendo a conferire resistenza al foglio di carta, ne costituiscono sino al 50% in peso (carte patinate), conferendo alla carta maggior lucentezza, brillantezza e stampabilità.
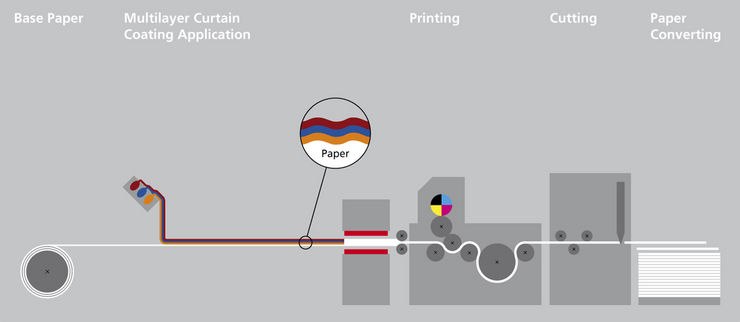
 I clienti, quando ordinano la carta alla cartiera, staccano l’ordine avendo ben presente il lavoro che devono fare e le macchine da stampa che ritengono di utilizzare.
I clienti, quando ordinano la carta alla cartiera, staccano l’ordine avendo ben presente il lavoro che devono fare e le macchine da stampa che ritengono di utilizzare. Nell’allestimento della carta in formato vengono impiegate macchine, le “taglierine”, che consentono di tagliare e raccogliere in fogli di dimensione voluta la carta avvolta in rotolo.
Nell’allestimento della carta in formato vengono impiegate macchine, le “taglierine”, che consentono di tagliare e raccogliere in fogli di dimensione voluta la carta avvolta in rotolo. Tra i vari tipi di carte e cartoni una posizione di assoluto rilievo la occupano le carte grafiche, cioè quelle carte destinate a diventare supporto per la stampa.
Tra i vari tipi di carte e cartoni una posizione di assoluto rilievo la occupano le carte grafiche, cioè quelle carte destinate a diventare supporto per la stampa.

 Il DVD agli steroidi pare che da oggi esista. Infatti, in Australia alcuni esperti in microfotonica dell’Università di Swinburne hanno sviluppato una tecnica con la quale è possibile memorizzare su di un normale DVD da 4.7GB la strepitosa quantità di 1.000 terabybe (1 petabyte), l’equivalente dello spazio necessario per memorizzare 10.6 anni continui di video ad alta definizione o 50.000 film completi ad alta definizione.
Il DVD agli steroidi pare che da oggi esista. Infatti, in Australia alcuni esperti in microfotonica dell’Università di Swinburne hanno sviluppato una tecnica con la quale è possibile memorizzare su di un normale DVD da 4.7GB la strepitosa quantità di 1.000 terabybe (1 petabyte), l’equivalente dello spazio necessario per memorizzare 10.6 anni continui di video ad alta definizione o 50.000 film completi ad alta definizione.


 Sembra ieri, ma sono già passati 65 anni da quando fecero il loro debutto nel campo della musica, rivoluzionando per sempre il modo di ascoltarla. Sto parlando dei dischi in vinile, i famosissimi Long Playing che il 21 giugno hanno compiuto l’età di 65 anni dalla data del loro debutto, avvenuto nel 1948. L’annuncio venne fatto a New York, al Waldorf Astoria Hotel dalla Columbia Records, che presentava al pubblico un disco in vinile da 12 pollici (circa 30 cm di diametro) in grado di contenere oltre 22 minuti di musica per lato.
Sembra ieri, ma sono già passati 65 anni da quando fecero il loro debutto nel campo della musica, rivoluzionando per sempre il modo di ascoltarla. Sto parlando dei dischi in vinile, i famosissimi Long Playing che il 21 giugno hanno compiuto l’età di 65 anni dalla data del loro debutto, avvenuto nel 1948. L’annuncio venne fatto a New York, al Waldorf Astoria Hotel dalla Columbia Records, che presentava al pubblico un disco in vinile da 12 pollici (circa 30 cm di diametro) in grado di contenere oltre 22 minuti di musica per lato.
 Dopo lo storico annuncio all’Astoria Hotel la Columbia Records rilasciò a distanza di una settimana nei negozi il primo vero Lp. A distanza di solo un anno ne ebbe venduti più di un milione. Questo innescò una competizione tra case discografiche per trovare soluzioni nuove e competitive. Nasce così il 45 giri a 7″ di diametro ad opera della Rca. Per il compact disc passeranno ancora una trentina d’anni.
Dopo lo storico annuncio all’Astoria Hotel la Columbia Records rilasciò a distanza di una settimana nei negozi il primo vero Lp. A distanza di solo un anno ne ebbe venduti più di un milione. Questo innescò una competizione tra case discografiche per trovare soluzioni nuove e competitive. Nasce così il 45 giri a 7″ di diametro ad opera della Rca. Per il compact disc passeranno ancora una trentina d’anni.


 I primi esempi dell’uso della prospettiva compaiono nell’arte figurativa romana in modo embrionale, privo di regole e codifiche precise. Si parla più che altro di un tentativo di rappresentazione prospettica basata sulla sensibilità e sull’intuito dell’artista. Una vera e propria rivoluzione della tecnica la si ebbe nel quattordicesimo secolo ad opera dell’artista e architetto
I primi esempi dell’uso della prospettiva compaiono nell’arte figurativa romana in modo embrionale, privo di regole e codifiche precise. Si parla più che altro di un tentativo di rappresentazione prospettica basata sulla sensibilità e sull’intuito dell’artista. Una vera e propria rivoluzione della tecnica la si ebbe nel quattordicesimo secolo ad opera dell’artista e architetto  Brunelleschi basò il suo approccio sugli studi di Euclide della percezione visiva, ossia dei raggi luminosi che dall’oggetto si dirigono verso l’osservatore convergendo verso il centro dell’occhio sul piano della retina. Nella teoria formulata da Brunelleschi i raggi proiettanti sono rette che toccano i vertici degli oggetti che si devono rappresentare, il centro di proiezione è il punto di vista e la retina è il piano di rappresentazione.
Brunelleschi basò il suo approccio sugli studi di Euclide della percezione visiva, ossia dei raggi luminosi che dall’oggetto si dirigono verso l’osservatore convergendo verso il centro dell’occhio sul piano della retina. Nella teoria formulata da Brunelleschi i raggi proiettanti sono rette che toccano i vertici degli oggetti che si devono rappresentare, il centro di proiezione è il punto di vista e la retina è il piano di rappresentazione.
 La prospettiva consente, quindi, di vedere gli oggetti esattamente come li percepisce l’occhio umano. Immaginiamo, quindi, di guardare un oggetto senza muovere la testa e contemporaneamente con tutti e due gli occhi (visione binoculare). Possiamo definire un cono visivo che partendo dall’occhio dell’osservatore includa tutto l’oggetto da osservare. Questo dipende ovviamente dalla dimensione dell’oggetto e dalla distanza dell’osservatore da questo. Dall’esperienza condotta scientificamente, si è dimostrato che l’angolo migliore di apertura del cono visivo deve essere compreso tra i 30° e i 40°. Coni ottici con apertura maggiore generano aberrazioni ottiche simili a quelle che i fotografi ottengono usando un grandangolare come obiettivo per la loro macchina fotografica.
La prospettiva consente, quindi, di vedere gli oggetti esattamente come li percepisce l’occhio umano. Immaginiamo, quindi, di guardare un oggetto senza muovere la testa e contemporaneamente con tutti e due gli occhi (visione binoculare). Possiamo definire un cono visivo che partendo dall’occhio dell’osservatore includa tutto l’oggetto da osservare. Questo dipende ovviamente dalla dimensione dell’oggetto e dalla distanza dell’osservatore da questo. Dall’esperienza condotta scientificamente, si è dimostrato che l’angolo migliore di apertura del cono visivo deve essere compreso tra i 30° e i 40°. Coni ottici con apertura maggiore generano aberrazioni ottiche simili a quelle che i fotografi ottengono usando un grandangolare come obiettivo per la loro macchina fotografica.



















 I nuovi processori Intel Xeon E5 saranno disponibili con configurazioni fino a 12 core e saranno capaci di offrire prestazioni di calcolo in virgola mobile pari al doppio degli attuali Xeon.
I nuovi processori Intel Xeon E5 saranno disponibili con configurazioni fino a 12 core e saranno capaci di offrire prestazioni di calcolo in virgola mobile pari al doppio degli attuali Xeon.








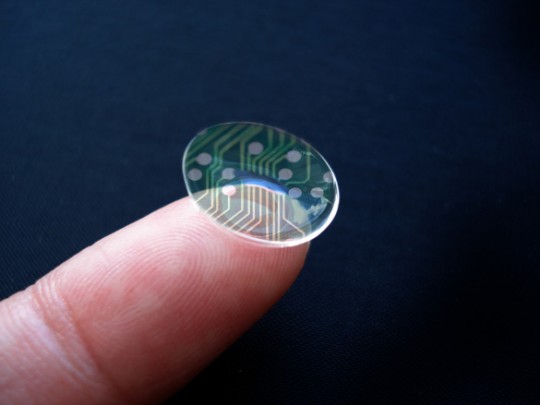 I ricercatori hanno testato per lungo tempo queste nuove lenti sull’occhio dei conigli in quanto molto simili a quello umano. Nei test condotti per cinque ore consecutive di applicazione della lente sull’occhio del coniglio, questi non hanno tentato di strappassero strofinandosi e non avuto neanche ricavato arrossamenti percepibili sulla cornea.
I ricercatori hanno testato per lungo tempo queste nuove lenti sull’occhio dei conigli in quanto molto simili a quello umano. Nei test condotti per cinque ore consecutive di applicazione della lente sull’occhio del coniglio, questi non hanno tentato di strappassero strofinandosi e non avuto neanche ricavato arrossamenti percepibili sulla cornea.




 Mancano poche ore all’evento più importante per la Apple, il WWDC 2013. La conferenza degli sviluppatori che si tiene ogni anno nel mese di giugno al Moscone Center di San Francisco in California. Certamente la Apple presenterà grandi novità in questa manifestazione e soprattutto l’attenzione va rivolta alla nuova versione del sistema operativo iOS per dispositivi mobili: pare verrà presentata, infatti, la versione 7 del sistema operativo. Le novità dovrebbero essere tante e di grande portata perché per la prima volta a dirigere il settore relativo ai sistemi operativi mobili è Jonathan Ive, il designer che ha disegnato gran parte dei device Apple dall’iMac all’iPhone all’iPad.
Mancano poche ore all’evento più importante per la Apple, il WWDC 2013. La conferenza degli sviluppatori che si tiene ogni anno nel mese di giugno al Moscone Center di San Francisco in California. Certamente la Apple presenterà grandi novità in questa manifestazione e soprattutto l’attenzione va rivolta alla nuova versione del sistema operativo iOS per dispositivi mobili: pare verrà presentata, infatti, la versione 7 del sistema operativo. Le novità dovrebbero essere tante e di grande portata perché per la prima volta a dirigere il settore relativo ai sistemi operativi mobili è Jonathan Ive, il designer che ha disegnato gran parte dei device Apple dall’iMac all’iPhone all’iPad. Tutto fa pensare a questo, infatti le immagini che sono già state pubblicate sulla rete del Moscone Center di San Francisco, mostrano un design nuovo essenziale con colori piatti a contrasto.
Tutto fa pensare a questo, infatti le immagini che sono già state pubblicate sulla rete del Moscone Center di San Francisco, mostrano un design nuovo essenziale con colori piatti a contrasto.